Öntöttvasedényekvasból és 2%-nál nagyobb széntartalmú szénötvözetből készül.Szürkevas olvasztásával és a modell öntésével készül.Az öntöttvas edények előnyei az egyenletes melegítés, kevesebb olajfüst, kevesebb energiafogyasztás, egyetlen bevonat sem egészségesebb, fizikai tapadásmentes, az edény színe és íze jobb. Az öntöttvas edények előnye, hogy nagyon tartósak.Ha normálisan használják az otthoni főzéshez, akkor több mint tíz vagy évtizedig használhatók.Családi örökségként használhatók.
Ami az edényeket illeti, mindenki ismeri az edényt, akár tud főzni, akár nem, de ami az edény típusát és a gyártási folyamatot illeti, előfordulhat, hogy nem ismeri.Ma egy rövid bevezetőt fogok adni, amely az öntöttvas edények gyártási folyamatáról szól.
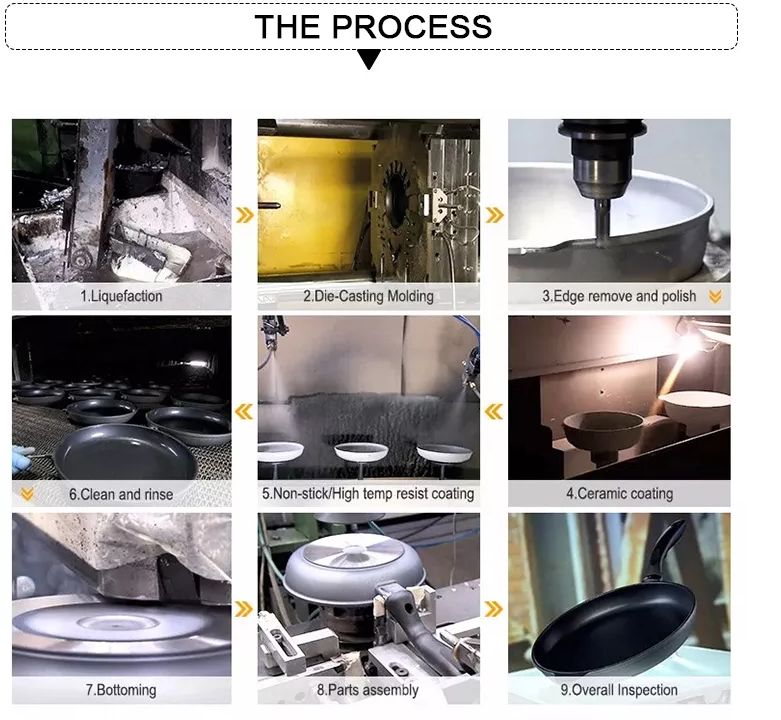
Az öntöttvas edények gyártási folyamata a fő lépésekből állhomokforma készítése, vasvíz olvasztása, öntés, hűtési formázás, homokos polírozás és permetezés.
Homokformák készítése: Mivel öntött, formák kellenek.A forma acélformára és homokformára van osztva.Az acélforma acélból készül a tervrajzok vagy minták szerint.Ez az anyapenész.A homokformák gyártása lehet tisztán kézi vagy automatikus gyártás berendezéssel (az úgynevezett Di homoksor).Korábban több volt a kézi gyártás, de most fokozatosan kezdik el alkalmazni a gépgyártást.Először is, a hatékonyság jelentősen javul, a minőség stabilabb, és a munkaerőköltség egyre drágább.Egy szakmunkás naponta csak egy-kétszáz homokformát tud elkészíteni, míg a berendezés ezreket, nagyon szembetűnő a hatásfok különbség.
A Di sand vonalat a dán Di sand Comcookwarey tervezte, és hazai gyártásra engedélyezett.Egy komplett felszerelés több tízezer jüant ér.Az automata gyártóberendezést használó összes edény valamivel nagyobb.De a Di homok vonal nem univerzális, néhány bonyolult edénytípus vagy mély edény, a Di homokvonalat nem lehet elérni, vagy kézi kell, ez a két pont az oka annak is, hogy a kézi nem teljesen kiküszöbölhető.A kézi gyártást manuálisan töltik fel homokkal az acélformába, préseléssel, így a homok szorosan összekeveredik az edény formájává.Ez a folyamat próbára teszi a dolgozók képességeit: az, hogy a homok páratartalma megfelelő-e vagy sem, és hogy a nyomás erős-e vagy sem, befolyásolja az edény alakját és minőségét.
Olvadt vas víz: Öntöttvaskonyhai edényekáltalában szürkeöntvényt használnak, hosszú kenyér formájú, más néven kenyérvas, szén- és szilíciumtartalom szerint, különböző modellek és teljesítmények léteznek.A vasat 1250 ℃ fölé hevítik egy fűtőkemencében, hogy olvadt vasba olvadjon.A vas olvasztása nagy energiafogyasztású folyamat.A múltban szénégetésen keresztül történt.Az elmúlt években a komoly környezetvédelmi ellenőrzés miatt a nagyüzemek alapvetően elektromos fűtésre tértek át.Az olvadt vas a homokformával egy időben vagy valamivel korábban megolvad.
Olvadt vas öntése: az olvadt vasat berendezések vagy munkások áthelyezik a homokformába, hogy a homokformába öntsék.Az olvadt vas öntését nagy külföldi és hazai edényekben gépek, kis edényekben dolgozók végzik.A munkások merőkanálszerű dolgot használnak, először a kis üstbe öntik a nagy vödör olvadt vasat, majd a merőkanálból egyenként homokformába.
Hűtő öntés: Az olvadt vasat öntjük, és hagyjuk természetes módon hűlni 20 percig, hogy kialakuljon.Ez a folyamat tovább olvasztja az olvadt vasat, és várja az új homokformát.
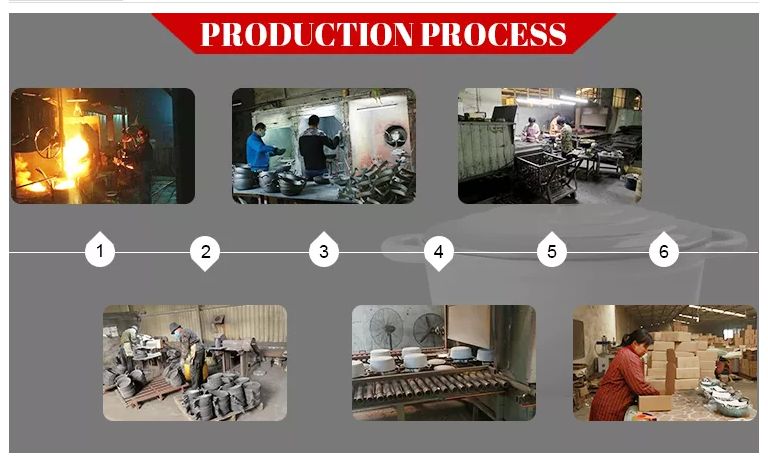
Eltávolításinghomokforma és köszörülés: várja meg, amíg a forró fém lehűl és képződik, a szállítószalag homokformáján keresztül lépjen be a csiszolóberendezésbe, távolítsa el a homokot és a felesleges törmeléket vibrációval és kézi megmunkálással, és alapvetően egy gyapjú visszatérő edény alakul ki.Az üres edényeket durva őrlésen, finomköszörülésen, kézi köszörülésen és egyéb lépéseken kell átmenni, hogy teljesen eltávolítsák a homokot a felületéről, és viszonylag simára és simára csiszolják, valamint eltávolítsák a perem durva szélét és a nem könnyű helyet. kézi csiszolással polírozni.A kézi köszörülés magas műszaki követelményeket támaszt a dolgozókkal szemben, és ez a fajta munka egyben a legmagasabb fizetést is jelenti az egész folyamatban.
Permetezés és sütés: A polírozott edény belép a permetezési és sütési folyamatba.A dolgozók egy réteg növényi olajat (étkezési növényi olajat) permeteznek az edény felületére, majd a szállítószalagon keresztül belépnek a sütőbe, és néhány percig sütik, és egy edény keletkezik.Az öntöttvas edények felületét növényi olajjal permetezzük be a sütéshez, hogy a zsír beszivárogjon a vas pórusaiba, és fekete rozsdaálló, tapadásmentes olajfilmet képezzen a felületén.Ennek a rétegnek az olajfilmnek a felülete nem bevonat, a használat során is meg kell őrizni, megfelelően kell használniöntöttvasedényeknem ragadhat.Ezenkívül a zománcozott edények megegyeznek az öntöttvas edényekkel a permetezési folyamat előtt, azzal a különbséggel, hogy a növényi olaj helyett a zománcmáz kerül szórásra a permetezési folyamat során.A zománcmázat kétszer-háromszor kell lepermetezni, minden alkalommal magas, 800 fokos hőfokon kell sütni, végül kialakul a színes zománcozott edény.Aztán itt az ideje, hogy megnézzük és kicsomagoljuk, és elkészül az edény.
Ez a cikk csak egy egyszerű leírás, a tényleges gyártás sokkal összetettebb, mint az ebben a cikkben leírtak.Az öntöttvas edények teljes gyártási folyamata nagyon egyszerűnek tűnik, és a gyártási folyamat tényleges megkezdésekor tudni fogja a nehézségeket.
Köszönöm szépen, hogy elolvastad.Folyamatosan frissítem a további cikkeketöntöttvas edényeka jövőben.észrevételeket szívesen fogadunk.
Feladás időpontja: 2023. június 12



