ਕਾਸਟ ਆਇਰਨ ਬਰਤਨ 2% ਤੋਂ ਵੱਧ ਦੀ ਕਾਰਬਨ ਸਮੱਗਰੀ ਦੇ ਨਾਲ ਲੋਹੇ ਅਤੇ ਕਾਰਬਨ ਮਿਸ਼ਰਤ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।ਇਹ ਸਲੇਟੀ ਲੋਹੇ ਨੂੰ ਪਿਘਲਾ ਕੇ ਅਤੇ ਮਾਡਲ ਨੂੰ ਕਾਸਟ ਕਰਕੇ ਬਣਾਇਆ ਗਿਆ ਹੈ।ਕਾਸਟ ਆਇਰਨ ਬਰਤਨ ਵਿੱਚ ਇੱਕਸਾਰ ਹੀਟਿੰਗ, ਘੱਟ ਤੇਲ ਦਾ ਧੂੰਆਂ, ਘੱਟ ਊਰਜਾ ਦੀ ਖਪਤ, ਕੋਈ ਕੋਟਿੰਗ ਸਿਹਤਮੰਦ ਨਹੀਂ ਹੈ, ਭੌਤਿਕ ਨਾਨ-ਸਟਿੱਕ ਕਰ ਸਕਦੀ ਹੈ, ਕਟੋਰੇ ਦਾ ਰੰਗ ਅਤੇ ਸੁਆਦ ਵਧੀਆ ਕਰ ਸਕਦਾ ਹੈ। ਕਾਸਟ ਲੋਹੇ ਦੇ ਬਰਤਨ ਵਿੱਚ ਬਹੁਤ ਟਿਕਾਊ ਹੋਣ ਦਾ ਫਾਇਦਾ ਹੈ।ਜੇਕਰ ਇਨ੍ਹਾਂ ਦੀ ਵਰਤੋਂ ਘਰੇਲੂ ਰਸੋਈ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਨ੍ਹਾਂ ਨੂੰ ਦਸ ਜਾਂ ਦਹਾਕਿਆਂ ਤੋਂ ਵੱਧ ਸਮੇਂ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।ਉਹਨਾਂ ਨੂੰ ਪਰਿਵਾਰਕ ਵਿਰਾਸਤ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਜਦੋਂ ਇਹ ਘੜੇ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਹਰ ਕੋਈ ਘੜੇ ਤੋਂ ਜਾਣੂ ਹੁੰਦਾ ਹੈ, ਭਾਵੇਂ ਤੁਸੀਂ ਖਾਣਾ ਬਣਾ ਸਕਦੇ ਹੋ ਜਾਂ ਨਹੀਂ, ਪਰ ਜਦੋਂ ਇਹ ਘੜੇ ਦੀ ਕਿਸਮ ਅਤੇ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਤੁਸੀਂ ਇਸ ਤੋਂ ਜਾਣੂ ਨਹੀਂ ਹੋ ਸਕਦੇ ਹੋ।ਅੱਜ, ਮੈਂ ਤੁਹਾਨੂੰ ਇੱਕ ਸੰਖੇਪ ਜਾਣ-ਪਛਾਣ ਦੇਵਾਂਗਾ ਜੋ ਕੱਚੇ ਲੋਹੇ ਦੇ ਬਰਤਨਾਂ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਬਾਰੇ ਹੈ।
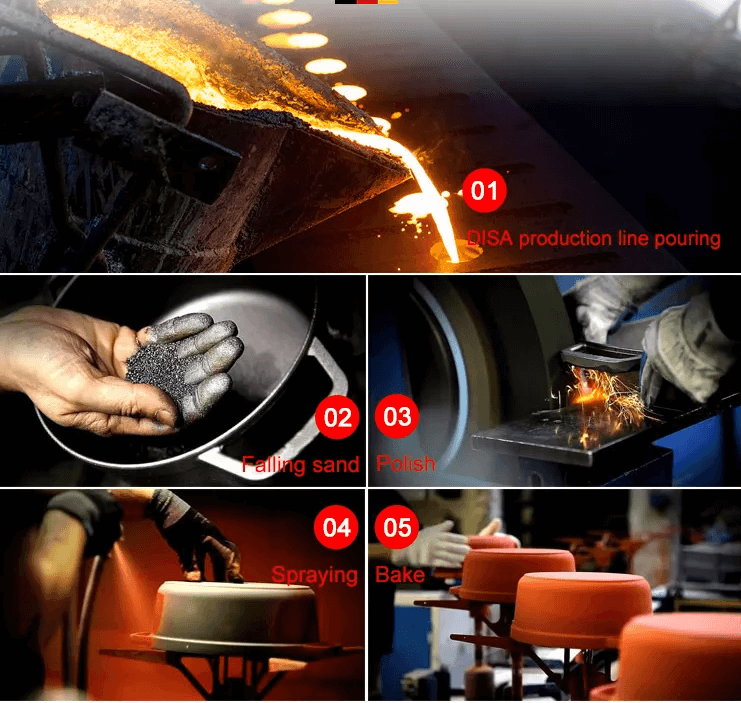
ਕੱਚੇ ਲੋਹੇ ਦੇ ਘੜੇ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਮੁੱਖ ਪੜਾਅ ਸ਼ਾਮਲ ਹਨਰੇਤ ਉੱਲੀ ਬਣਾਉਣਾ, ਲੋਹੇ ਦਾ ਪਾਣੀ ਪਿਘਲਣਾ, ਡੋਲ੍ਹਣਾ, ਕੂਲਿੰਗ ਮੋਲਡਿੰਗ, ਰੇਤ ਪਾਲਿਸ਼ ਕਰਨਾ ਅਤੇ ਛਿੜਕਾਅ ਕਰਨਾ.
ਰੇਤ ਦੇ ਮੋਲਡ ਬਣਾਉਣਾ: ਕਿਉਂਕਿ ਇਹ ਕਾਸਟ ਹੈ, ਤੁਹਾਨੂੰ ਮੋਲਡਾਂ ਦੀ ਲੋੜ ਹੈ।ਉੱਲੀ ਸਟੀਲ ਉੱਲੀ ਅਤੇ ਰੇਤ ਉੱਲੀ ਵਿੱਚ ਵੰਡਿਆ ਗਿਆ ਹੈ.ਸਟੀਲ ਮੋਲਡ ਡਿਜ਼ਾਈਨ ਡਰਾਇੰਗ ਜਾਂ ਨਮੂਨੇ ਦੇ ਅਨੁਸਾਰ ਸਟੀਲ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ.ਇਹ ਮਾਂ ਦਾ ਢਾਂਚਾ ਹੈ।ਰੇਤ ਦੇ ਉੱਲੀ ਦਾ ਉਤਪਾਦਨ ਸਾਜ਼ੋ-ਸਾਮਾਨ (ਜਿਸ ਨੂੰ ਡੀ ਰੇਤ ਲਾਈਨ ਕਿਹਾ ਜਾਂਦਾ ਹੈ) ਦੇ ਨਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹੱਥੀਂ ਜਾਂ ਆਟੋਮੈਟਿਕ ਉਤਪਾਦਨ ਹੋ ਸਕਦਾ ਹੈ।ਪਹਿਲਾਂ, ਵਧੇਰੇ ਦਸਤੀ ਉਤਪਾਦਨ ਹੁੰਦੇ ਸਨ, ਪਰ ਹੁਣ ਉਹ ਹੌਲੀ-ਹੌਲੀ ਉਪਕਰਣ ਉਤਪਾਦਨ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਸ਼ੁਰੂ ਕਰ ਦਿੰਦੇ ਹਨ।ਪਹਿਲਾਂ, ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਹੋਇਆ ਹੈ, ਗੁਣਵੱਤਾ ਵਧੇਰੇ ਸਥਿਰ ਹੈ, ਅਤੇ ਲੇਬਰ ਦੀ ਲਾਗਤ ਵੱਧ ਤੋਂ ਵੱਧ ਮਹਿੰਗੀ ਹੈ.ਇੱਕ ਹੁਨਰਮੰਦ ਕਰਮਚਾਰੀ ਇੱਕ ਦਿਨ ਵਿੱਚ ਸਿਰਫ ਇੱਕ ਜਾਂ ਦੋ ਸੌ ਰੇਤ ਦੇ ਮੋਲਡ ਬਣਾ ਸਕਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਉਪਕਰਣ ਇੱਕ ਦਿਨ ਵਿੱਚ ਹਜ਼ਾਰਾਂ ਬਣਾ ਸਕਦਾ ਹੈ, ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਅੰਤਰ ਬਹੁਤ ਸਪੱਸ਼ਟ ਹੈ.
https://www.debiencookware.com/
ਡੀ ਰੇਤ ਲਾਈਨ ਡੈਨਮਾਰਕ ਵਿੱਚ ਡੀ ਰੇਤ ਕੰਪੋਟੀ ਦੁਆਰਾ ਡਿਜ਼ਾਈਨ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਘਰੇਲੂ ਉਤਪਾਦਨ ਲਈ ਅਧਿਕਾਰਤ ਹੈ।ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦਾ ਪੂਰਾ ਸੈੱਟ ਹਜ਼ਾਰਾਂ ਯੁਆਨ ਦਾ ਹੈ।ਇਸ ਆਟੋਮੈਟਿਕ ਉਤਪਾਦਨ ਉਪਕਰਣ ਦੀ ਵਰਤੋਂ ਕਰਨ ਵਾਲੇ ਸਾਰੇ ਕੰਪੋਟੀਜ਼ ਥੋੜੇ ਵੱਡੇ ਹਨ.ਪਰ ਡੀ ਸੈਂਡ ਲਾਈਨ ਯੂਨੀਵਰਸਲ ਨਹੀਂ ਹੈ, ਕੁਝ ਗੁੰਝਲਦਾਰ ਘੜੇ ਦੀ ਕਿਸਮ ਜਾਂ ਡੂੰਘੇ ਪੋਟ, ਡੀ ਰੇਤ ਲਾਈਨ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ, ਜਾਂ ਮੈਨੂਅਲ ਦੀ ਜ਼ਰੂਰਤ ਹੈ, ਇਹ ਦੋ ਨੁਕਤੇ ਵੀ ਕਾਰਨ ਹਨ ਕਿ ਮੈਨੂਅਲ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖਤਮ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਹੱਥੀਂ ਉਤਪਾਦਨ ਸਟੀਲ ਦੇ ਉੱਲੀ ਵਿੱਚ ਰੇਤ ਨਾਲ ਹੱਥੀਂ ਭਰਿਆ ਜਾਂਦਾ ਹੈ, ਦਬਾ ਕੇ, ਤਾਂ ਜੋ ਰੇਤ ਨੂੰ ਕੱਸ ਕੇ ਘੜੇ ਦੀ ਸ਼ਕਲ ਬਣਾਉਣ ਲਈ ਮਿਲਾਇਆ ਜਾ ਸਕੇ।ਇਹ ਪ੍ਰਕਿਰਿਆ ਕਰਮਚਾਰੀਆਂ ਦੇ ਹੁਨਰਾਂ ਦੀ ਜਾਂਚ ਕਰਦੀ ਹੈ: ਕੀ ਰੇਤ ਦੀ ਨਮੀ ਢੁਕਵੀਂ ਹੈ ਜਾਂ ਨਹੀਂ, ਅਤੇ ਕੀ ਦਬਾਅ ਤੰਗ ਹੈ ਜਾਂ ਨਹੀਂ, ਘੜੇ ਦੀ ਸ਼ਕਲ ਅਤੇ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ।
ਪਿਘਲਾ ਹੋਇਆ ਲੋਹਾ ਪਾਣੀ: ਕਾਸਟ ਲੋਹੇ ਦੇ ਬਰਤਨ ਆਮ ਤੌਰ 'ਤੇ ਸਲੇਟੀ ਕਾਸਟ ਆਇਰਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਇੱਕ ਲੰਬੀ ਰੋਟੀ ਦੀ ਸ਼ਕਲ ਵਿੱਚ, ਜਿਸ ਨੂੰ ਬਰੈੱਡ ਆਇਰਨ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਕਾਰਬਨ ਅਤੇ ਸਿਲੀਕਾਨ ਦੀ ਸਮੱਗਰੀ ਦੇ ਅਨੁਸਾਰ, ਵੱਖ-ਵੱਖ ਮਾਡਲ ਅਤੇ ਪ੍ਰਦਰਸ਼ਨ ਹੁੰਦੇ ਹਨ।ਲੋਹੇ ਨੂੰ ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਵਿੱਚ ਪਿਘਲਣ ਲਈ ਇੱਕ ਹੀਟਿੰਗ ਭੱਠੀ ਵਿੱਚ 1250℃ ਤੋਂ ਉੱਪਰ ਤੱਕ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਲੋਹਾ ਪਿਘਲਣਾ ਉੱਚ ਊਰਜਾ ਦੀ ਖਪਤ ਦੀ ਇੱਕ ਪ੍ਰਕਿਰਿਆ ਹੈ।ਅਤੀਤ ਵਿੱਚ, ਇਹ ਬਲਦੇ ਕੋਲੇ ਦੁਆਰਾ ਸੀ.ਹਾਲ ਹੀ ਦੇ ਸਾਲਾਂ ਵਿੱਚ, ਵਾਤਾਵਰਣ ਦੇ ਗੰਭੀਰ ਨਿਰੀਖਣ ਦੇ ਕਾਰਨ, ਵੱਡੀਆਂ ਫੈਕਟਰੀਆਂ ਮੂਲ ਰੂਪ ਵਿੱਚ ਇਲੈਕਟ੍ਰਿਕ ਹੀਟਿੰਗ ਵਿੱਚ ਬਦਲ ਗਈਆਂ ਹਨ।ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਨੂੰ ਉਸੇ ਸਮੇਂ ਜਾਂ ਰੇਤ ਦੇ ਉੱਲੀ ਨਾਲੋਂ ਥੋੜ੍ਹਾ ਪਹਿਲਾਂ ਪਿਘਲਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।
ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਨੂੰ ਕਾਸਟਿੰਗ: ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਨੂੰ ਰੇਤ ਦੇ ਉੱਲੀ ਵਿੱਚ ਡੋਲ੍ਹਣ ਲਈ ਉਪਕਰਣਾਂ ਜਾਂ ਕਰਮਚਾਰੀਆਂ ਦੁਆਰਾ ਰੇਤ ਦੇ ਉੱਲੀ ਵਿੱਚ ਤਬਦੀਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਦੀ ਕਾਸਟਿੰਗ ਵੱਡੀਆਂ ਵਿਦੇਸ਼ੀ ਅਤੇ ਦੇਸੀ ਕੰਪੋਟੀਜ਼ ਵਿੱਚ ਮਸ਼ੀਨਾਂ ਦੁਆਰਾ ਅਤੇ ਛੋਟੀਆਂ ਕੰਪੋਟੀਜ਼ ਵਿੱਚ ਮਜ਼ਦੂਰਾਂ ਦੁਆਰਾ ਪੂਰੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਕਾਮੇ ਇੱਕ ਕੜਛੀ ਵਰਗੀ ਚੀਜ਼ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਪਹਿਲਾਂ ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਦੀ ਵੱਡੀ ਬਾਲਟੀ ਨੂੰ ਛੋਟੀ ਬਾਲਟੀ ਵਿੱਚ ਡੋਲ੍ਹਦੇ ਹਨ, ਅਤੇ ਫਿਰ ਇੱਕ ਇੱਕ ਕਰਕੇ ਰੇਤ ਦੇ ਉੱਲੀ ਵਿੱਚ।
ਕੂਲਿੰਗ ਮੋਲਡਿੰਗ: ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਨੂੰ ਸੁੱਟਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ 20 ਮਿੰਟਾਂ ਲਈ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਠੰਡਾ ਹੋਣ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।ਇਹ ਪ੍ਰਕਿਰਿਆ ਪਿਘਲੇ ਹੋਏ ਲੋਹੇ ਨੂੰ ਪਿਘਲਾਉਣ ਅਤੇ ਇੱਕ ਨਵੇਂ ਰੇਤ ਦੇ ਉੱਲੀ ਦੀ ਉਡੀਕ ਕਰਨ ਲਈ ਜਾਰੀ ਰਹਿੰਦੀ ਹੈ।
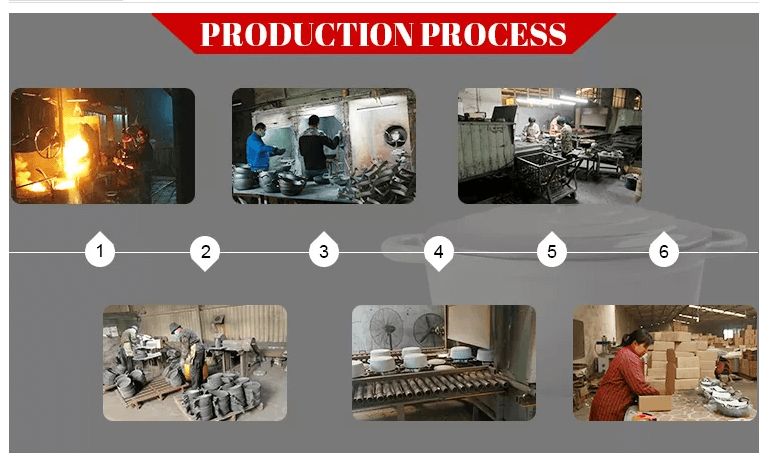
ਹਟਾਓingਰੇਤ ਉੱਲੀ ਅਤੇ ਪੀਹ: ਗਰਮ ਧਾਤ ਦੇ ਠੰਡਾ ਹੋਣ ਅਤੇ ਬਣਨ ਦੀ ਉਡੀਕ ਕਰੋ, ਕਨਵੇਅਰ ਬੈਲਟ ਰੇਤ ਦੇ ਉੱਲੀ ਰਾਹੀਂ ਸੈਂਡਿੰਗ ਉਪਕਰਣ ਵਿੱਚ ਦਾਖਲ ਹੋਵੋ, ਵਾਈਬ੍ਰੇਸ਼ਨ ਅਤੇ ਮੈਨੂਅਲ ਪ੍ਰੋਸੈਸਿੰਗ ਦੁਆਰਾ ਰੇਤ ਅਤੇ ਵਾਧੂ ਸਕ੍ਰੈਪਾਂ ਨੂੰ ਹਟਾਓ, ਅਤੇ ਇੱਕ ਉੱਨ ਵਾਪਸੀ ਵਾਲਾ ਘੜਾ ਮੂਲ ਰੂਪ ਵਿੱਚ ਬਣਦਾ ਹੈ।ਖਾਲੀ ਘੜੇ ਨੂੰ ਆਪਣੀ ਸਤ੍ਹਾ 'ਤੇ ਰੇਤ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਹਟਾਉਣ ਅਤੇ ਮੁਕਾਬਲਤਨ ਨਿਰਵਿਘਨ ਅਤੇ ਨਿਰਵਿਘਨ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ, ਅਤੇ ਕਿਨਾਰੇ ਦੇ ਮੋਟੇ ਕਿਨਾਰੇ ਅਤੇ ਜਗ੍ਹਾ ਨੂੰ ਹਟਾਉਣ ਲਈ, ਜੋ ਕਿ ਆਸਾਨ ਨਹੀਂ ਹੈ, ਨੂੰ ਮੋਟਾ ਪੀਹਣਾ, ਵਧੀਆ ਪੀਹਣਾ, ਹੱਥੀਂ ਪੀਸਣਾ ਅਤੇ ਹੋਰ ਕਦਮਾਂ ਵਿੱਚੋਂ ਲੰਘਣਾ ਪੈਂਦਾ ਹੈ। ਦਸਤੀ ਪੀਹ ਕੇ ਪਾਲਿਸ਼ ਕਰਨ ਲਈ.ਹੱਥੀਂ ਪੀਹਣ ਲਈ ਕਾਮਿਆਂ ਲਈ ਉੱਚ ਤਕਨੀਕੀ ਲੋੜਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਅਤੇ ਇਸ ਕਿਸਮ ਦਾ ਕੰਮ ਪੂਰੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸਭ ਤੋਂ ਵੱਧ ਉਜਰਤ ਵੀ ਹੁੰਦਾ ਹੈ।
ਛਿੜਕਾਅ ਅਤੇ ਪਕਾਉਣਾ: ਪਾਲਿਸ਼ ਵਾਲਾ ਘੜਾ ਛਿੜਕਾਅ ਅਤੇ ਪਕਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦਾ ਹੈ।ਵਰਕਰ ਘੜੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਸਬਜ਼ੀਆਂ ਦੇ ਤੇਲ (ਖਾਣ ਵਾਲੇ ਸਬਜ਼ੀਆਂ ਦੇ ਤੇਲ) ਦੀ ਇੱਕ ਪਰਤ ਛਿੜਕਦੇ ਹਨ, ਅਤੇ ਫਿਰ ਕੁਝ ਮਿੰਟਾਂ ਲਈ ਪਕਾਉਣ ਲਈ ਕਨਵੇਅਰ ਬੈਲਟ ਦੁਆਰਾ ਓਵਨ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੇ ਹਨ, ਅਤੇ ਇੱਕ ਘੜਾ ਬਣਦਾ ਹੈ।ਕੱਚੇ ਲੋਹੇ ਦੇ ਘੜੇ ਦੀ ਸਤਹ ਨੂੰ ਲੋਹੇ ਦੇ ਛਿੱਲਿਆਂ ਵਿੱਚ ਗਰੀਸ ਨੂੰ ਛੂਹਣ ਲਈ ਬੇਕ ਕਰਨ ਲਈ ਬਨਸਪਤੀ ਤੇਲ ਨਾਲ ਛਿੜਕਿਆ ਜਾਂਦਾ ਹੈ, ਸਤ੍ਹਾ 'ਤੇ ਇੱਕ ਕਾਲੀ ਜੰਗਾਲ-ਪ੍ਰੂਫ਼, ਨਾਨ-ਸਟਿਕ ਆਇਲ ਫਿਲਮ ਬਣਾਉਂਦੀ ਹੈ।ਤੇਲ ਦੀ ਫਿਲਮ ਦੀ ਇਸ ਪਰਤ ਦੀ ਸਤਹ ਕੋਟਿੰਗ ਨਹੀਂ ਹੈ, ਵਰਤੋਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਵੀ ਇਸਨੂੰ ਕਾਇਮ ਰੱਖਣ ਦੀ ਜ਼ਰੂਰਤ ਹੈ, ਸਹੀ ਢੰਗ ਨਾਲ ਵਰਤੇ ਗਏ ਕੱਚੇ ਲੋਹੇ ਦੇ ਘੜੇ ਨੂੰ ਚਿਪਕ ਨਹੀਂ ਸਕਦੇ.ਇਸ ਤੋਂ ਇਲਾਵਾ, ਪਰਲੀ ਦਾ ਘੜਾ ਛਿੜਕਾਅ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਪਹਿਲਾਂ ਕੱਚੇ ਲੋਹੇ ਦੇ ਘੜੇ ਵਾਂਗ ਹੀ ਹੁੰਦਾ ਹੈ, ਸਿਵਾਏ ਇਸ ਤੋਂ ਇਲਾਵਾ ਕਿ ਛਿੜਕਾਅ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿਚ ਸਬਜ਼ੀਆਂ ਦੇ ਤੇਲ ਦੀ ਬਜਾਏ ਮੀਨਾਕਾਰੀ ਗਲੇਜ਼ ਦਾ ਛਿੜਕਾਅ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਮੀਨਾਕਾਰੀ ਦੇ ਗਲੇਜ਼ ਨੂੰ ਦੋ ਜਾਂ ਤਿੰਨ ਵਾਰ ਛਿੜਕਾਉਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਹਰ ਵਾਰ ਇਸਨੂੰ 800 ਡਿਗਰੀ ਦੇ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਭੁੰਨਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਅੰਤ ਵਿੱਚ ਰੰਗੀਨ ਪਰਲੀ ਵਾਲਾ ਘੜਾ ਬਣਦਾ ਹੈ।ਫਿਰ ਇਸਨੂੰ ਚੈੱਕ ਕਰਨ ਅਤੇ ਇਸਨੂੰ ਪੈਕ ਕਰਨ ਦਾ ਸਮਾਂ ਹੈ, ਅਤੇ ਇੱਕ ਘੜਾ ਬਣਾਇਆ ਗਿਆ ਹੈ.
ਇਹ ਲੇਖ ਸਿਰਫ਼ ਇੱਕ ਸਧਾਰਨ ਵਰਣਨ ਹੈ, ਅਸਲ ਉਤਪਾਦਨ ਇਸ ਲੇਖ ਵਿੱਚ ਵਰਣਿਤ ਨਾਲੋਂ ਕਿਤੇ ਜ਼ਿਆਦਾ ਗੁੰਝਲਦਾਰ ਹੈ।ਕੱਚੇ ਲੋਹੇ ਦੇ ਘੜੇ ਦੀ ਪੂਰੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਬਹੁਤ ਸਧਾਰਨ ਦਿਖਾਈ ਦਿੰਦੀ ਹੈ, ਅਤੇ ਜਦੋਂ ਤੁਸੀਂ ਅਸਲ ਵਿੱਚ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਸ਼ੁਰੂ ਕਰਦੇ ਹੋ ਤਾਂ ਤੁਹਾਨੂੰ ਮੁਸ਼ਕਲਾਂ ਦਾ ਪਤਾ ਲੱਗ ਜਾਵੇਗਾ।
ਪੋਸਟ ਟਾਈਮ: ਜਨਵਰੀ-10-2023



